電接點壓力表的檢修技術
介紹電接點壓力表的構成,測壓原理,故障現象、原因及處理方法,壓力及電氣部分的校驗與調整方法,以及 使用注意事項。
0.引言
壓力是工業生產中重要參數之一,正確地測量和 控制壓力是保證生產過程良好地運行,達到優質高產、
低消耗和安全生產的重要環節。因此,壓力的檢測越來 越引起人們的關注和重視。電接點彈簧管壓力表因品 種型號繁多、使用廣泛,是基層檢定人員最常接觸到的 一類壓力儀表。其一般精度等級為1.0_4.0級,特別多見 于鍋爐、壓力容器或壓力管道等設備的測量與控制。通 常,儀表與相應的電氣器件如繼電器與接觸器等配套 使用,對被測控壓力系統實現自動控制和發信報警的 目的。該壓力表在日常使用過程中會因為振動、油污、
磨損、腐蝕等原因出現各種問題和故障,需要及時予以 維修和校準。分別介紹壓力部分及電氣部件的校驗與 維修。
1.工作原理
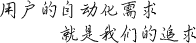
電接點壓力表是由彈簧管壓力表加裝電氣接點 所組成,除就地指示外,還用于發出壓力越限信號。它 的測壓原理是基于測量系統中的彈簧管在被測介質 的壓力作用下,迫使彈簧管末端產生相應的彈性變形 (位移),由固定齒輪上的指針將被測值在度盤上指示 出來;與此同時,帶動接點觸頭產生相應的動作(閉合 或斷開)以使控壓系統中的電路得以接通或斷開’從而 實現自動控制報警和現場指示的目的。電氣電路連接如圖1所示。
2.電接點壓力表檢定
電接點壓力表實際是壓力表操縱的電路開關,僅 是普通彈簧管壓力表上加裝一個電接點信號裝置,對 壓力部分的檢定與普通壓力表相同,與其它壓力表的 不同之處在于它接通之后的反應,檢定時首先看其壓 力的準確性,然后再看其接通反應的靈敏性。所以檢定 分為2步:壓力部分,按一般壓力表進行示值檢定;電氣 部分,示值檢定合格后在加壓狀態下進行電接點信號 裝置的檢定,用萬用表檢查其接通性能。
3.壓力部分的檢定
比較法是校驗壓力表的常用方法,就是將標準壓 力表與被檢壓力表安裝在活塞式壓力計或壓力校驗 器的同一水平面上,在活塞充滿工作液(變壓器油)并 排凈內部空氣后,把油杯上的針型閥門關閉,形成一個 密閉系統;轉動活塞式壓力計或校驗器活塞上的手輪 改變擠壓工作液的壓力,工作液液壓傳動使得處在同 一水平面的標準壓力表和被檢表壓力表的壓力同步發生變化且相等;將標準壓力表與被檢壓力表示值進 行比較。
3.1修理前故障檢查與判斷
壓力表在檢修前,應先進行外觀檢查,如外表損 壞情況、零件是否齊全、接頭螺絲是否良好等。然后將 被修表裝在壓力表校驗器上從小到大緩慢升壓,升至 滿量程;再從大到小逐漸減壓,減至零點。應無卡針、明 顯非線性、明顯超差等現象,若有不正常現象,找出故 障部位和原因,再確定修理方法和更換部件。
3.2初步檢定
將壓力表裝在校驗器上,用撥針器分別將兩電氣 信號指針撥到上限及下限以外,進行壓力部分的檢定, 步驟如下:
(1)檢定點的選擇:選擇被檢表標有數字的刻度線 作為檢定點。注意:依據被校表確定的檢定點,為標準 表的示值點,并作為實驗點。
(2 )按上行程方向(從小到大)逐漸升壓,使標準表 示值到達各檢定點,逐點校驗,記錄各檢定點輕敲表殼 前和輕敲表殼后的示值。
(3 )按下行程方向(從大到小)逐漸減壓,使標準表 示值到達各檢定點,逐點校驗,記錄各檢定點輕敲表殼 前和輕敲表殼后的示值。
(4) “上行程+下行程”重復5次,記入實驗數據記錄表。
初檢時一般會出現以下情況:
(1)當所加壓力達到壓力計測量值上限時,指針不 動或移動很少,說明壓力未傳到彈簧管上。此時應檢查 壓力表校驗器接頭處通道及彈簧管是否有堵塞現象。
(2 )當壓力加到某一數值后,指針逐漸往回下降。 此時應檢查校驗連接管路及彈簧管有無泄漏的地方。
在加壓過程中出現被校表指針跳動、呆滯或變 差大等現象,說明傳動機構有摩擦,應檢查其嚙合及磨 損情況。
除去壓力后,被校表指針不回零并超出儀表允 許誤差,經調整后,示值誤差仍不均勻,則說明彈簧管 己變形,需更換。
3.3主要故障現象及原因
經過初檢,在檢驗過程中經常遇到的故障現象及 原因如下:
(1)現象:變差大。原因:機構間有摩擦或上下夾板 錯位,引起軸傾斜;銷子松晃,軸眼磨大,連接螺絲松 動;傳動機構不清潔;游絲力矩不足;彈簧管彈性后效 大。
(2)現象:指示誤差大。原因:指針與中心軸或與銅
套松脫;指針與表盤或玻璃面相碰;刻度與軸不同心。
(3 )現象:指針跳躍轉動。原因:彈簧管自由端與連 桿連接螺絲處不活動;連桿與扇形齒輪連接塊壓得過 緊;扇形齒輪與中心齒輪、夾板結合面不平行或有損 傷,嚙合太緊;齒輪輪軸的兩端軸頸不同心,有彎曲現 象。
(4)現象:扇形齒輪與中心齒輪轉動不靈活。原因: 齒輪咬合太緊;齒輪咬合處有污物;軸孔太小;扇形齒 輪平面與中心齒輪互相不垂直。
(5 )現象:指針不動或移動很少。原因:彈簧管泄漏 需補焊。
處理應按以下步驟進行:用壓力表校驗器抽凈彈 簧管內的存油,或用噴燈將彈簧管微微加熱,并使表接 頭向下,讓油自行流出;選用200—500W的電烙鐵和酒精 燈;將泄漏處特別是裂縫和砂眼內的臟物清擦干凈,并 用砂紙和細銼打磨光亮;用濕布將彈簧管其余部分纏 好,再用酒精燈對焊補處加熱并涂上焊藥,然后用電烙 鐵將泄漏處焊好;彈簧管產生永久變形或泄漏太大需 更換時,應先將其表面和底座套孔表面掛好焊錫后再 焊,彈簧管和底座之間的焊縫不可太大(當間隙偏大 時,可在其間堵塞一圈粗熔絲),焊接前應在底座小孔 內填入細食鹽,以防壓力表孔被焊錫堵塞;焊完后應清 除表面的焊油和污物,然后將整個彈簧管浸入溫水中, 把食鹽熔化。
(6 )現象:游絲變形。處理:修復游絲。游絲可以改 善被測壓力變化過程中指針位移的平滑性。當游絲變 形紊亂時,用尖嘴鉗將其兩端的銷子拔下,取下游絲, 將其放在白紙上。然后用2把彈力較松的鑷子整理:一 把夾住游絲規矩的點,另一把夾住間距大(或小)的點, 向里(或向外)平整游絲,細心修整,最終使游絲均勻圓 滑。若游絲由于受熱或扭曲過度而嚴重變形,則應予更 換。
3.4主要技術指標
儀表校驗之后應滿足技術指標的要求,本壓力表 的主要技術指標如下:
(1)基本誤差:由彈簧管的材質及壓力表的自身缺 陷所引起的誤差。不超過該表的最大允許誤差,最大允 許誤差從標稱精度等級可知。
(2 )回程誤差(變差):由彈性材料的彈性滯后和彈 性后效引起的誤差。不超過該表的最大允許誤差。
(3 )輕敲位移:由齒輪間隙引起的示值誤差。不超 過該表的最大允許誤差的1/2。
3.5儀表的調整
儀表校驗后若質量不符合技術要求時,應做如下調整:
3.5.1比例誤差
若需要使示值按比例增大時,可將調整螺絲微向 外移,使夾板值增大;反之,則將調整螺絲微向里移。調 整好后注意將調整螺絲擰緊。
3.5.2非線性誤差
(1 )旋轉底板法:示值前大后小時,旋轉底板固定 螺絲,將底板反時針方向旋轉,使拉桿和扇形齒輪的夾 角變小;示值前小后大時,將底板順時針方向旋轉,使 拉桿和扇形齒輪的夾角變大。
(2 )調整拉桿長度法:對于拉桿長度可調的儀表增 大拉桿長度時,可使拉桿和扇形齒輪間的夾角變小,以 調整儀表示值的前大后小不均勻度;反之,則將夾角變 大,調整儀表示值前小后大的不均勻度。
(3 )游絲轉矩的調整:游絲的松緊直接影響指針的 回零和到達測量上限,并影響儀表的非線性誤差及輕 敲位移的大小,若指針不回零且示值前小后大,誤差較 小時,可使咬合的中心齒輪和扇形齒輪分離,旋轉小輪 軸,把游絲放松或卷緊。
3.5.3個別點誤差大
示值誤差僅一、二點超出允許范圍時,可將小齒 輪向前或向后移動數齒,以改變咬合位置,使扇形齒輪 和小齒輪咬合均勻。
4.電氣部分的檢定
將示值校驗合格的壓力表裝在檢驗器上,將上限 和下限信號觸點指針分別定在3個以上不同的檢定點 上,緩慢上升或下降壓力,一直到發信號瞬時為止。這 時標準表的讀數與信號指針示值的偏差應不大于允 許基本誤差的絕對值。
電氣校驗過程出現的主要故障現象、原因及處理 方法如下:
(1)現象:電接點過早或過晚發生信號。原因:觸點 位置不正或觸點金屬桿松動。處理:將觸點校正垂直到 恰當發生信號為止;緊固觸點金屬桿,使其牢固,較輕 者,可適當放大游絲,增加游絲反力矩。
(2 )現象:電接點不發生信號。原因:觸點太臟,接 觸不良;信號裝置絕緣層受潮;電路不通。處理:觸點太 臟,用砂紙打磨污物;絕緣層受潮用熱風吹干;電路不 通,應查找斷路原因并予以修理。
5.使用注意事項
由于電接點儀表一般接在報警或控制回路中,所 以準確度非常重要,為保證它的準確度,使用時應注意 以下幾點:
(1)儀表在測量穩定壓力時,可使用在其標度上限 值的1/3_2/3范圍,在測量交變壓力時,則應以不大于標 度上限值的1/2為宜。
(2 )儀表應垂直安裝,并力求與取壓點之間保持同 一水平位置。否則,須計入由液位差所引起的附加誤 差。
(3)儀表的電氣線路經設置和接妥后,應認真加以 檢查,并進行試動作。
(4 )儀表在使用時,應保持其干燥和潔凈,并經常 加以維護。
(5 )為確保儀表的精確度,每3個月最好校驗一次。 經長期使用后,如發現接點動作誤差增大,應及時送修 理部門修理。
(6 )儀表在使用或維修時,外殼通過接線盒內的接 地端子須可靠接地,以確保人身安全。
上一篇:正確使用鍋爐壓力表
下一篇:淺談壓力表的使用、維修及檢定