淺析彈簧管式壓力表示值誤差成因及調(diào)整方法
根據(jù)彈簧管式壓力表的工作原理及傳動設(shè)計,針對在使用中產(chǎn)生的誤差,提出了示值變化的一般規(guī)律和調(diào)整方法,以保證彈簧管式一般壓力表更 有效、準(zhǔn)確、可靠的工作。
彈簧管式壓力表以下簡稱壓力表,被廣泛應(yīng)用于鍋 爐、壓力容器、壓力管道等特種設(shè)備上來監(jiān)督受壓容器內(nèi) 部所充介質(zhì)的工作情況。在使用中,其計量性能合格與 否直接影響著企業(yè)安全生產(chǎn)和產(chǎn)品質(zhì)量。由于壓力表一 般都在高溫、高壓、強腐蝕、高頻振動等惡劣環(huán)境條件下 使用,極易造成彈簧管和機芯變形。產(chǎn)生示值誤差超差, 維修和報廢率都極高,為保證企業(yè)安全生產(chǎn)和降低生產(chǎn) 成本,同時最大可能的減少壓力表的維修時間,現(xiàn)將我 曰常檢定、修理過程中遇到的壓力表的運行規(guī)律及調(diào)修 方法介紹如下。
1.壓力表結(jié)構(gòu)和工作原理 ⑴結(jié)構(gòu):
壓力表的結(jié)構(gòu)主要由彈簧管、傳動機構(gòu)、指示機構(gòu)和 表殼等四大部分組成。見圖1。
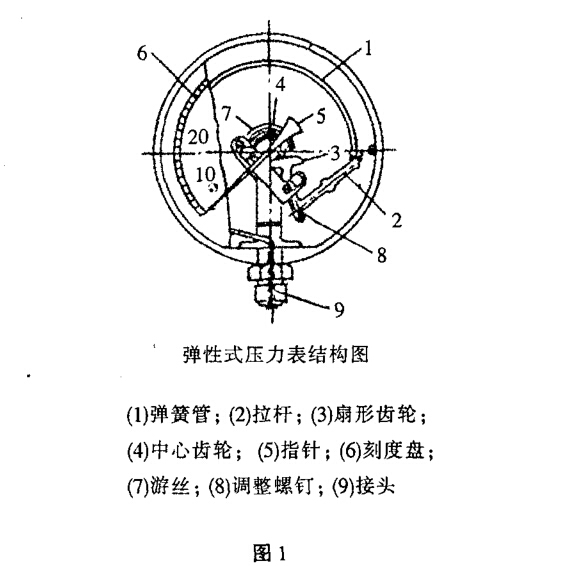
①彈簧管:管內(nèi)壓力變化使管子自由
端產(chǎn)生位移,帶動傳動機構(gòu)動作,
管內(nèi)壓力與自由端位移成線性關(guān)系。
②傳動機構(gòu)(機芯):由扇形齒輪、中心齒輪、游絲等 組成。主要作用是將彈簧管自由端微量位移進行放大, 并把直線位移轉(zhuǎn)變?yōu)橹羔樀慕俏灰啤?/span>
③指示機構(gòu):由指針、刻度盤等組成,主要作用是將 彈簧管的彈性變形量通過指針轉(zhuǎn)動指示出來,從而在刻 度盤上讀取直接指示的壓力值。
④表殼:主要是固定和保護上述三部分的零件。(2) 工作原理:
壓力表是基于虎克定律而成,工作原理是:彈簧管在 被測介質(zhì)壓力作用下,迫使彈性敏感元件產(chǎn)生了相應(yīng)的 彈性變形(即位移),借助于連桿,通過齒輪軸傳動機構(gòu)傳 動并予以放大,由固定于齒輪軸上的指針逐漸將被測介 質(zhì)壓力值在分度盤上指示出來。
2.壓力表示值的變化規(guī)律
(1)連桿移動角度的大小與指針在刻度盤上偏轉(zhuǎn)角 。度的大小成正比例關(guān)系
連桿與扇形齒輪間構(gòu)成的初始角大,指針在刻度盤 上偏轉(zhuǎn)的角度也大;連桿與扇形齒輪間構(gòu)成的初始角小, 指針在刻度盤上偏轉(zhuǎn)的角度也小。按規(guī)程要求是,指針 在全行程中轉(zhuǎn)動的角度,應(yīng)與刻度盤上所示刻度線角度 的大小相籌,即以270度時為最佳。否則,中間刻度的兩 側(cè)示值將出現(xiàn)快、慢變化的不同,產(chǎn)生非線性誤差。
(2)連桿與扇形齒輪間的夾角
改變連桿與扇形齒輪間夾角的大小,可以調(diào)整非線 性誤差。調(diào)小連桿與扇形齒輪間夾角,指針在前半部分 刻度走得快,指針在后半部分刻度走得慢。調(diào)大連桿與 扇形齒輪間夾角’指針在前半部分刻度走得慢,指針在后 半部分刻度走得快。
(3)機芯安裝位置
順時針轉(zhuǎn)動機芯,刻度前半部指針走得慢’刻度后半 部指針走得快。逆時針轉(zhuǎn)動機芯,刻度前半部指針走得 快,刻度后半部指針走得慢。
(4)自由端位置
自由端向左移,刻度前半部指針走得快,刻度后半部 指針走得慢。自由端向右移,刻度前半部指針走得慢,刻 度后半部指針走得快。壓力表滿刻度處的誤差,常常是 因為初始角小,未到滿度連桿已被拉足,限制了自由端位 移的變化量,一般多采用移動自由端的辦法,移動自由端 的方向,則與上面方法相反。
(5)示值調(diào)節(jié)螺釘位置
改變示值調(diào)節(jié)螺釘?shù)奈恢茫梢哉{(diào)整線性誤差,糾正 誤差成比例地增加或減少的示值變化快慢不同。示值調(diào) 節(jié)螺釘向下移,指針走得慢;示值調(diào)節(jié)螺釘向上移,指針 走得快。
3.壓力表示值誤差的成因及調(diào)整方法
(1)被檢表誤差總是增加或減少一個固定值
這是由于指針安裝不正確而引起的系統(tǒng)誤差,調(diào)整 這種誤差’只要重新起針調(diào)整指針的安裝位置,就可以消 除。如果誤差極小,微量轉(zhuǎn)動一下度盤也能解決。
(2)被檢表誤差成比例地增加或減少
這類誤差主要是傳動比有了變化而產(chǎn)生的。只要移 動一下示值調(diào)節(jié)螺釘就能解決。被檢表誤差逐漸增加 時,將示值調(diào)節(jié)螺釘向下移,擴大扇形齒輪短臂的臂長, 將傳動比調(diào)低。被檢表誤差逐漸減少時,將示值調(diào)節(jié)螺 釘向上移,縮小扇形齒輪短臂的臂長,將傳動比調(diào)高。
(3)被檢表指示先后快慢不同
也就是產(chǎn)生了非線性誤差,這類誤差的產(chǎn)生是由于 全行程中指針的轉(zhuǎn)角大于或小于了度盤上的標(biāo)度角。調(diào) 整的方法,主要是變更連桿與扇形齒輪間的夾角。示值 先快(正誤差)后慢(負誤差)順時針方向旋轉(zhuǎn)機芯,或?qū)?/span> 自由端向外移,擴大連桿與扇形齒輪間的夾角。示值先 慢(負誤差)后快(正誤差)逆時針方向&轉(zhuǎn)機芯,或?qū)⒆?/span> 由端向里移,減小連桿與扇形齒輪間的夾角。必要時也 可用加長連桿的方法進行解決。另一種調(diào)整方法是,采 用中間刻度起針,起針后增減一相同壓力值,要求指針向 左右兩側(cè)偏轉(zhuǎn)的角度相同,并與中間刻度左右相鄰兩個 帶有數(shù)字的刻度相對正。經(jīng)過調(diào)整后,應(yīng)再按檢定規(guī)程 中的方法核查一下或進一步調(diào)整一下。
當(dāng)機芯安裝不正;度盤偏斜;指針軸不在彈簧管圓弧 中心或度盤孔中心,也會出現(xiàn)中間刻度前、后示值快慢不 同,應(yīng)松開機芯固定螺釘,適當(dāng)調(diào)整機芯固定位置或微動 度盤加以解決。
(4)僅某一檢定點超差
這類誤差主要是齒輪嚙合點有污物、毛刺或齒牙的 形損、傷齒。調(diào)整的方法是,在哪一刻度上發(fā)現(xiàn)超差,就 停在哪一刻度上。檢查該刻度點上各零件間配合情況, 傳動軸孔有否受阻;連桿是否靈活;齒牙嚙合點有無損 傷、異物等,排除污物、毛刺。中心齒輪有傷齒可變動嚙 合位置,使傷齒避開傳動,扇形齒輪有傷齒則無法調(diào)修, 必須更換新件。
(5)已盡最大調(diào)整滿度仍有誤差
這類誤差常見的原因有:刻度盤或機芯裝錯;彈簧管 變形;連桿太長或太短。檢查和調(diào)整的方法是,換一只比 原來量程大的標(biāo)準(zhǔn)表進行比對,當(dāng)被檢表達到上限時觀 察標(biāo)準(zhǔn)表的讀數(shù),作為判斷被檢表所屬測量范圍的依據(jù)。 而后,將被檢表的刻度盤拿下來,換上一塊所判斷測量范 圍的刻度盤,再進行比對。若誤差仍然很大,示值不成線 性關(guān)系,再分別試換機芯和連桿進行粗檢,直至量程與示 值基本接近要求時,再換上規(guī)定的標(biāo)準(zhǔn)表進行校驗。如 經(jīng)過以上調(diào)換零件等各種步驟仍得不到解決時,則為彈 簧管已經(jīng)變形,必須更換新件。
4.結(jié)束語
調(diào)整好壓力表的示值誤差,首先,要對壓力表的結(jié)構(gòu) 了解清楚,即掌握壓力表中各個關(guān)鍵零件的特點和作用; 其次,要掌握一定的修理技術(shù)和規(guī)律;最后,還要能夠正 確分析出產(chǎn)生誤差的原因和性質(zhì)。不要一出現(xiàn)誤差就動 手去調(diào),應(yīng)該從頭到尾檢定一遍,一是可掌握誤差的規(guī) 律,二是可暴露全部的誤差,進行綜合調(diào)整,只有這樣,才 能達到消除壓力表示值誤差的目的。